精度与速度提供者
专业齿轮制造-27年专注传动领域发展

联系电话
专业齿轮制造-27年专注传动领域发展
联系电话


齿轮加工是一项重要的机械加工行业,齿轮通常是通过铣削、滚切和切削等方法加工而成。现代的齿轮加工技术不断发展,因此需要使用一些先进的大模数齿轮加工设备来提高生产效率和质量。
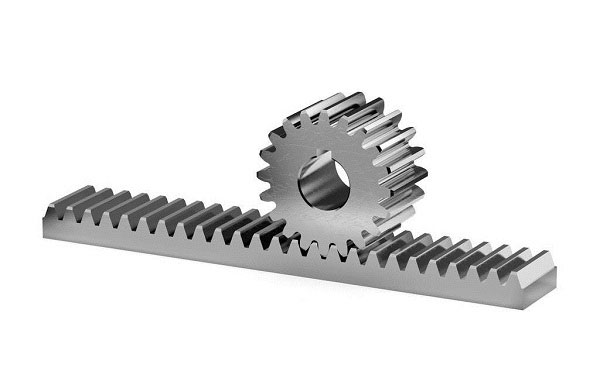
斜齿条是一种常见的传动元件,广泛应用于机床、工程机械、冶金、矿山、重型机械和建筑机械等行业。斜齿条可以将旋转运动转化为直线运动,具有传动平稳、精度高、承载能力强等特点,因此被广泛应用于各种机械传动系统中。
意昂爱意昂诚挚邀请您参加4月26-28日即将在成都举办的国际工业博览展会。诚邀各位新老朋友莅临展会参观交流,我们在14馆D079展位恭候您的到来,让我们一起为智能制造的未来而努力!
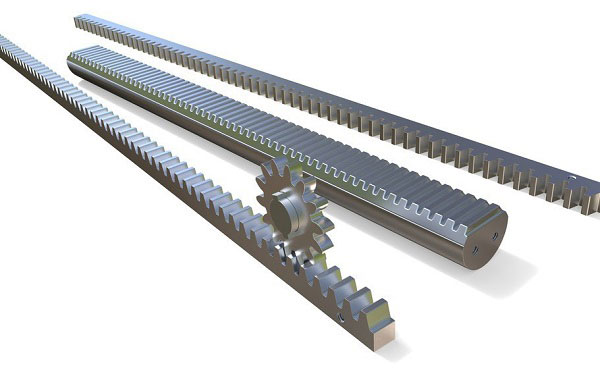
圆柱形齿条是一种常用的机械元件,广泛应用于工程机械、汽车、冶金、石化等领域的传动装置中,具有传动效率高、结构紧凑、使用寿命长等优点。以下是圆柱形齿条加工相关介绍:

直齿轮是一种基本的齿轮传动装置,具有传动效率高、传动精度高、减震和降噪音的优越性能,广泛应用于机床、冶金、矿山、石油、化工、轻工、汽车等领域。

扇形齿轮是一种广泛用于工业和机械制造领域的齿轮,它的齿轮形状呈现出扇形,因此可以用于连接两个轴线夹角较大的设备。扇形齿轮通常需要通过加工来生产,而加工的过程通常使用数控机床进行自动化加工。

伞齿加工是一种常见的加工技术,它主要用于制造伞齿轮。伞齿轮是一种专门用于传递动力的机械零件,常用于工业机械、汽车、船舶等领域。

POM齿轮是一种常用的齿轮材料,具有高强度、低摩擦系数和优良的化学稳定性等优点,被广泛应用于各种机械设备中。为了保证POM齿轮的加工精度和耐磨性,在加工过程中需要采用一些特殊的工艺和技术。本文将介绍POM齿轮的加工方法和注意事项。

齿轮是机械传动系统中常用的零件之一,它通过直接或间接地接触传递动力和扭矩。在机械齿轮中,齿轮的齿面是最重要的部分之一。因此,机械齿轮加工是齿轮制造过程中必不可少的一步。

异型齿轮加工是一项非常重要的工业技术,它可以用于制造各种机械设备中所需的齿轮零部件。随着工业技术的进步,异型齿轮加工也越来越得到广泛的应用,并且在机械制造、航空航天、轨道交通、医疗设备等领域中扮演着极其重要的角色。
188 7591 2258
地址 :深圳市龙华区观湖街道松轩社区大布头路333号富裕华亿科技园B栋101(B栋、C栋)
电话 :188 7591 2258
QQ:285286013

意昂微信二维码
Copyright © 深圳市意昂齿轮机械有限公司 粤ICP备14068780号
互联网品牌建设:CTM188 7591 2258
地址 :深圳市龙华区观湖街道松轩社区大布头路333号富裕华亿科技园B栋101(B栋、C栋)
电话 :188 7591 2258
QQ:285286013
意昂微信二维码

